铸造工艺基础大全(PPT 47页)
所属分类:工艺技术
文件大小:2933 KB
下载要求:10 学币或VIP
点击下载
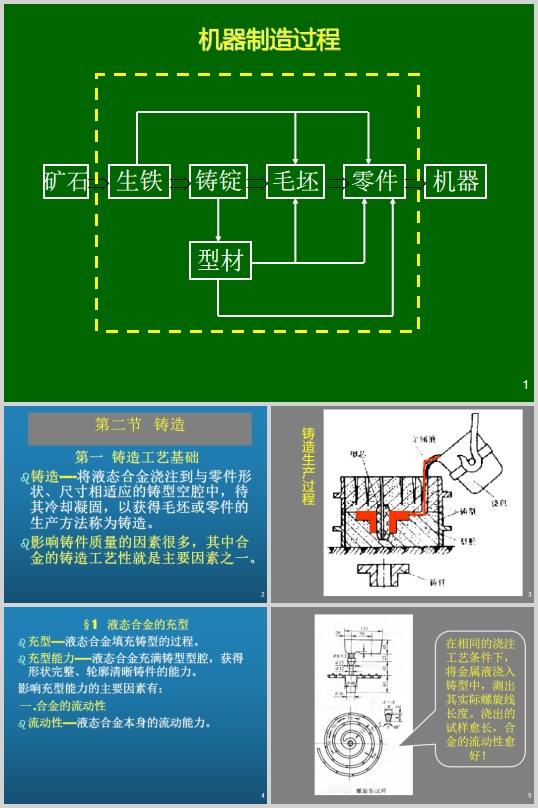
机器制造过程
第二节铸造
第一铸造工艺基础
铸造----将液态合金浇注到与零件形状、尺寸相适应的铸型空腔中,
待其冷却凝固,以获得毛坯或零件的生产方法称为铸造。
影响铸件质量的因素很多,其中合金的铸造工艺性就是主要因素之一。
1液态合金的充型
充型----液态合金填充铸型的过程。
充型能力-----液态合金充满铸型型腔,获得形状完整、轮廓清晰铸件的能力。
影响充型能力的主要因素有:
一.合金的流动性
流动性----液态合金本身的流动能力。
由以上图表可见:
合金的充型能力是由合金的流动性决定,同时又受外界条件的影响。如铸型、浇注条件、铸件结构........
结论:合金流动性越强,充型能力越高。
设计零件时,尤其是结构复杂、壁厚薄的铸件,一定要选流动性好的合金。
合金流动性的决定因素-------
具有共晶成分的合金、纯金属流动性好。
铸铁类-----含碳量在4.3%C附近的铁合金、
多数QT的(不含铬)流动性较好。
有色金属类-----硅黄铜、硅铝明(铝―硅系铸造铝合金)的流动性好一般。
铸钢----流动性很差。
二.浇注条件
在“铸造工艺学”中,引用了热力学和流体力学的理论来研究液态金属的充型能力。
设:液态合金进入水平浇道后,经过时间T停止流动,其流程L为:
流动性与浇注温度的关系
2)平均流速V-----它与液态金属的流体性质有关
如:粘度、表面张力等有关。还与流体压力H、
以及流动阻力(浇注系统、型腔截面积)有关。
2铸件的凝固与收缩
凝固―金属从液态转变为固态的过程。这个转变期称为凝固期。
一.铸件的凝固方式
实验:做几个直径相同
的球铸型,一次同时浇注
经过不同时间,先后拔掉
泥芯。倒出液态金属,
测量硬壳厚度,画出
凝固厚度―时间曲线。
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
