拉深工艺系数培训教材(DOC 31页)
所属分类:工艺技术
文件大小:626 KB
下载要求:10 学币或VIP
点击下载
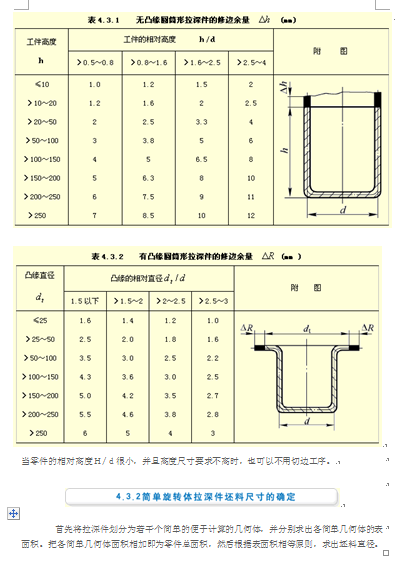
1.大的H/d值适用于第一道工序的大凹模圆角〔rA(8~15)t〕。
1.有凸缘圆筒形件的拉深变形程度
2.小的H/d值适用于第一道工序的小凹模圆角〔rA(4~8)t〕。
2.盒形件工序计算
2)摩擦润滑凹模和压料圈与板料接触的表面应当光滑,润滑条件要好,
以减少摩擦阻力和筒壁传力区的拉应力。而凸模表面不宜太光滑,也不宜润滑,
以减小由于凸模与材料的相对滑动而使危险断面变薄破裂的危险。
2.各次拉深工序件尺寸的确定
2.球面冲件的拉深
3.有凸缘圆筒形拉深工序件高度的计算
3.表中数据适用材料为08F钢、10F钢。
3)压料圈的压料力压料是为了防止坯料起皱,但压料力却增大了筒壁传力区的拉应力,
压料力太大,可能导致拉裂。拉深工艺必须正确处理这两者关系,
做到既不起皱又不拉裂。为此,必须正确调整压料力,
即应在保证不起皱的前堤下,尽量减少压料力,提高工艺的稳定性。
3.抛物面零件的拉深
4.锥面零件的拉深
图4.3.1圆筒形拉深件坯料尺寸计算图
图4.3.2旋转体表面积计算图
图4.4.1圆筒形件的多次拉深
图4.4.2凸凹模圆角半径对极限拉深系数的响
图4.4.3无凸缘圆筒形件拉深工序计算流程
图4.4.4无凸缘圆筒形件
图4.4.5拉深工序件草图
图4.5.1有凸缘圆形件与坯料图
图4.5.11各种球形件
图4.5.12锥形件示意
图4.5.13盒形件拉深时的金属流动
图4.5.14盒形件拉深时的应力分布
图4.5.2窄凸缘圆筒形件的拉深
图4.5.3宽凸缘筒形件的拉深方法
图4.5.4宽凸缘圆筒形件拉深工序计算流程
图4.5.5阶梯形件
图4.5.6阶梯形多次拉深方法
图4.5.7电喇叭底座的拉深
图4.5.8电动喇叭罩拉深成形应变数值
图4.5.9带压料筋的拉深模图
图4.5.10反拉深模1.形件拉深变形特点
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
