铝门窗生产工艺流程图(DOC 20页)
所属分类:流程管理
文件大小:115 KB
下载要求:10 学币或VIP
点击下载
1、人员要求:经过机械设备操作规程的培训,
考核合格,熟悉本职工作的所有程序。
1、加工完后的型材用压缩空气把型材腔内的铝屑吹干净。
1、型材下料后的长度L±0.5
1、批量的画线,应制作标准对应的模具。
1、拆分五金件,留下车间安装部分,剩余点好数量,保管好,发往工地或退库。
1、按工艺要求选择合适的设备和模具。
1、挑选所用的中挺和对应的框。
1、根据所包产品,半成品的宽度,切割对应尺寸的胶带,防止浪费和影响美观,
包装前应对产品、半成品进行自检、互检,合格后应报车间质检人员检查,
合格后发合格证,并且对成品、半成品要有明确标识。
1、根据所需的不同规格和用途的半成品料分类码放。
1、钻头的选择:根据需要加工尺寸及偏差要求,选择合适的钻头。
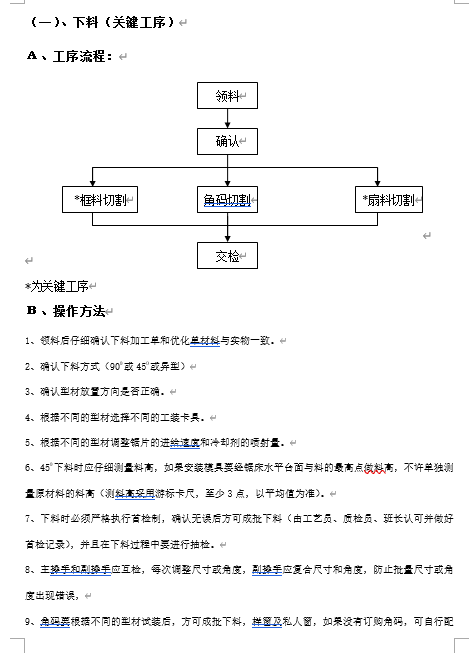
1、领料后仔细确认下料加工单和优化单材料与实物一致。
2连接连接牢固,不缺件
2、传动杆的尺寸应准确无误,避免影响五金件的使用性能。
2、使用设备:双头切割锯
2、使用设备:撞角机设备处于完好状态。
2、使用设备:端面铣床
2、填写工艺流程卡片,记明型号、数量等并签字,转到下道工序。
2、成批量的组装也根据分格尺寸,做对应的模具。多组组装时,应统一模具尺寸。
2、注意型材加工的深度和要穿透的层数。
2、熟练工运行操作,如遇特殊情况,需要新手操作时,
熟练工应先对设备调试定位,并实验操作,确认无误后方可让新手工作。
2、画线应用铅笔(2B),需用其它锐器画线时应注意不能划伤型材的装饰面。
2、确认下料方式(900或450或异型)
2、确认胶条的安装方法,先穿后组的必须是先穿后组。
2、粘贴保护胶带应做到表面平整、无气泡、断面整洁。
2、角度偏差-10′
3窗框槽口高度(mm)≤2000±0.5>2000±1
3、应紧固的部分必须紧固牢靠,防止搬运过程中的丢失。
3、批量定位钻孔过程中,要不断检查孔位是否偏差过大,并采用有效措施避免。
3、无论是铣条形孔、圆孔、都应按划线指示或工孔要求,做到外形美观,尺寸准确。
3、画线时,线条应细清。
3、确认型材放置方向是否正确。
3、确认开启扇的部位,截取合适长度的胶条。
3、组装完的框应按图纸要求注明工程名称、楼号、楼层和窗号。
3、车间环境要求:地面干净,操作平台上无铝屑,车间温度控制在10度以上。
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
风险管理 应急预案 研发管理 运营管理 内部管理 商业模式 执行力 连锁经营 公司治理 工厂管理 创新管理 家族企业 效率管理 名企案例 企业理念 价值管理 特许经营 瓶颈管理 调查问卷 策划方案 领导力 团队建设 企业变革 企业文化 战略管理 竞争策略 管理知识 危机管理 成本管理 项目管理 发展战略 年度计划 决策管理 企业上市 供应商 组织设计 产品管理 采购管理 品牌管理 企业诊断 企业咨询 商务谈判 物流管理 运作管理 管理制度 行业报告 经营管理 企划方案 MBA 流程管理 目标管理 招标投标 商务礼仪 管理表格 管理技能 管理案例 管理工具 管理手册 职业经理人 商业计划书 董事与股东 可行性报告
