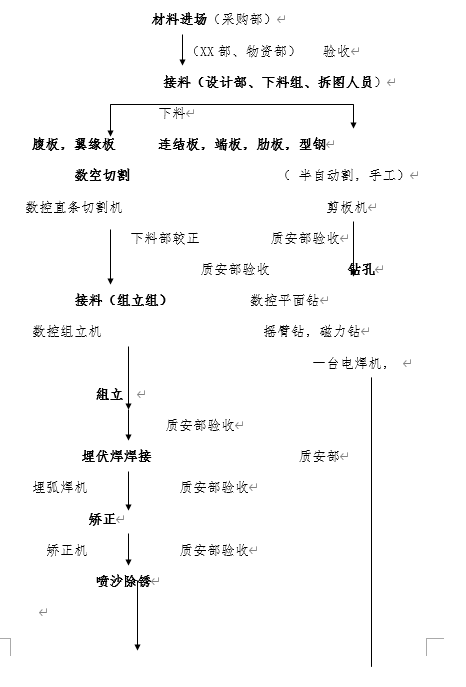
钢结构生产车间流程图(DOC 49页)
所属分类:流程管理
文件大小:5853 KB
下载要求:10 学币或VIP
点击下载
(1)型钢应进行校直后方可进行锯切。
(1)当一张钢板上排列许多个零件并有几条相交的剪切线时,
应预先安排好合理的剪切程序后再进行剪切。
(1)成品冷矫正,一般使用翼缘矫平机、撑直机、油压机、压力机等机械力进行矫正。
(1)气割前必须检查确认整个气割系统的设备和工具全部运转正常,并确保安全。
(1)热加工:对低碳钢一般都在1000~1100℃,热加工终止温度不应低于700℃。
加热温度在500~550℃。钢材产生脆性,严禁锤打和弯曲,否则容易使钢材断裂。
(1)选择的场地必须平整,并具有足够的强度。
(1)预拼装中所有构件应按施工图控制尺寸,各杆件的重心线应交汇于节点中心,
并完全处于自由状态,不允许有外力强制固定。单构件支承点不论柱、粱、支撑,应不少于两个支承点。
(1)高强度螺栓连接摩擦面的加工,可采用喷砂、抛丸和砂轮机打磨等方法。
(注:砂轮机打磨方向应与构件受力方向垂直,且打磨范围不得小于螺栓直径的4倍。)
(2)冷加工:钢材在常温下进行加工制作,大多数都是利用机械设备和专用工具进行的。
(2)单件锯切的构件,先划出号料线,然后对线锯切。成批加工的构件,可预先安装定位挡板进行加工。
(2)布置装配胎模时必须根据其钢结构构件特点考虑预放焊接收缩量及其它各种加工余量。
(2)材料剪切后的弯曲变形,必须进行矫正;剪切面粗糙或带有毛刺,必须修磨光洁。
(2)气割时应选择正确的工艺参数。切割时应调节好氧气射流(风线)
的形状,使其达到并保持轮廓清晰,风线长和射力高。
(2)火焰矫正,加热方法有点状加热、线状加热和三角形加热三种。
(2)经处理的摩擦面应采取防油污和损伤保护措施。
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
风险管理 应急预案 研发管理 运营管理 内部管理 商业模式 执行力 连锁经营 公司治理 工厂管理 创新管理 家族企业 效率管理 名企案例 企业理念 价值管理 特许经营 瓶颈管理 调查问卷 策划方案 领导力 团队建设 企业变革 企业文化 战略管理 竞争策略 管理知识 危机管理 成本管理 项目管理 发展战略 年度计划 决策管理 企业上市 供应商 组织设计 产品管理 采购管理 品牌管理 企业诊断 企业咨询 商务谈判 物流管理 运作管理 管理制度 行业报告 经营管理 企划方案 MBA 流程管理 目标管理 招标投标 商务礼仪 管理表格 管理技能 管理案例 管理工具 管理手册 职业经理人 商业计划书 董事与股东 可行性报告
