Ρ≥≤ζΤΖΫαΙΙ…ηΦΤΉΦ‘ρ(PDF 38“≥)
Υυ τΖ÷άύΘΚ≤ζΤΖΙήάμ
ΈΡΦΰ¥σ–ΓΘΚ1135 KB
œ¬‘Ί“Σ«σΘΚ10 ―ß±“ΜρVIP
ΒψΜςœ¬‘Ί
ΨΪΤΖΉ ΝœΆχ >> Τσ“ΒΙήάμ >> ≤ζΤΖΙήάμ >> Ή Νœ–≈œΔ
“ΜΗωΤΖ÷ ΚΟΒΡ¬ίΥΩ/÷ß÷υ…ηΦΤΉιΚœ «»ΓΨωλΕ¬ίΥΩΒΡΜζ–ΒΧΊ–‘ΦΑ÷ß÷υΩΉΒΡ…ηΦΤΘ§
“Μ–©…ζ≤ζ…œΜρΫαΙΙ…œΒΡΩΦ¬«Θ§Φ”«ΩΫνΒΡ–ΈΉ¥ΦΑ≥Ώ¥γ–κ“ΣΗΡ±δ≥…»γ“‘œ¬ΒΡΆΦ“ΜΑψΓΘ
“ΜΒΡ±ΎΚώ‘Ύ…ηΦΤ…œ «ΉνάμœκΒΡΘ§ΒΪ”––η“ΣΫΪΚώΕ»ΉΣ±δ ±Θ§ΨΆ“ΣΫΪΙΐΕ…«χΡΎΒΡ”ΠΝΠ
“Μ÷¬ΚΆΟάΙέΘ§Εχ‘Λ»»―Ι»κ‘ΎΙΛ“’…œ“ΣΩΊ÷ΤΒΟΚΟ≤≈”–ΚΟΒΡ–ßΙϊΓΘΖώ‘ρ≥ωœ÷»κΦΰΆα–±ΓΔ
“ΜΑψΙβΜΣΒΡ±μΟφ1.5Γψ÷Ν2Γψ“―ΚήΉψΙΜΘ§»ΜΕχ”– ¥ΈΤΒΡ±μΟφ «“Σ«σΕνΆβΒΡΆ―ΡΘΫ«Θ§“‘
“ΜΑψΥήΫΚ≤ζΤΖΒΡΝœΚώ≥Ώ¥γ «≤ΜΉψ“‘≥– ή¥σ≤ΩΖίΫτΙΧΦΰ≤ζ…ζΒΡ”ΠΝΠΓΘΙΧ¥ΥΘ§¥”ΉΑ≈δ
“ΜΑψ”Π”Ο±Ώ0.5Γψ÷Ν1ΓψΨΆΉψΙΜΓΘ”– ±“ρΈΣ≈ΉΙβΈΤ¬Ζ”κ≥ωΡΘΖΫœρœύΆ§Θ§≥ωΡΘΫ«Ω…
“ΜΑψά¥ΥΒΘ§÷ß÷υΒΡΆβΨΕ «ΡΎΨΕΒΡΝΫ±Ε“―ΉψΙΜΓΘ”– ±’β÷÷ΖΫ ΫΫαΙϊ÷ß÷υ±ΎΚώΒ»
“ΜΑψΒΡάΏΙ«ΚώΕ» «»ΓΨωλΕΥήΝœΝς≥ΧΚΆ±ΎΚώΓΘ»τΚήΕύάΏΙ«”Π”ΟλΕ≤Ι«ΩΉς”ΟΘ§±Γ
“ΜΑψΒΡ…ηΦΤΫΚΝœΒΡΚώΕ»”Π≤Μ≥§Ιΐ4mm Θ§ΧΪΚώΒΡΜΑΜαΒΦ÷¬―”≥ΛΝΥ…ζ≤ζ÷ήΤΎΓΘ“ρ
…œ‘ρ”Π÷Μ”–ΒΡΗΡ±δΓΘ
…œΖΔΜ”≥ωά¥ΓΘ
…œΒΡΉ¥Χ§Θ§≤Μ»ί“Ή≤πœ¬ΓΘ«κ»ΰΩΦ”άΨΟ ΫΦΑΩ…≤π–Ε ΫΩέΈΜΒΡ‘≠άμΆΦΓΘ
…œΒΡΩΦ¬«Θ§»γΡΘ«Μ≥δΧνΓΔΥθΥ°ΦΑΆ―ΡΘΒ»ΓΘΦ”«ΩΫνΒΡ≥ΛΕ»Ω…”κ≤ζΤΖΒΡ≥ΛΕ»“Μ÷¬Θ§ΝΫ
≤ΜΒΪ‘ωΦ”÷ß÷υΒΡ«ΩΕ»“‘÷ß≥≈Ηϋ¥σΒΡ≈ΛΝΠΦΑΆδ«ζΒΡΆβΝΠΘ§Ηϋ”–÷ζΫΚΝœΧν≥δΦΑΦθ…Ό“ρ
≤ΜΆ§«–Οφ–Έ ΫΒΡ–ϋΝΚΩέΈΜΦΑΤδ±δ–ΈΝΩ÷°±»Ϋœ
≤ΜΆ§≤ΡΝœΒΡ…ηΦΤ“ΣΒψ
≤ΜΆ§ΒΡΥήΫΚΈοΝœ”–≤ΜΆ§ΒΡΝςΕ·–‘ΓΘΫΚΈΜΙΐΚώΒΡΒΊΖΫΜα”– ’Υθœ÷œσΘ§ΫΚΈΜΙΐ±Γ
≤ΜΆ§÷±ΨΕΒΡ»κΦΰΥήΫΚΥυ–κ÷°Ήν–Γ±ΎΚώ mm(inch)±μ
≤ΜΆ§ΆΗΟςΕ»ΓΘ»τΚώΫΚΒΡΒΊΖΫΫΞ±δ≥…±ΓΫΚΒΡ «ΈόΩ…±ήΟβΒΡΜΑΘ§”ΠΨΓΝΩ…ηΦΤ≥…ΫΞ¥ΈΒΡ
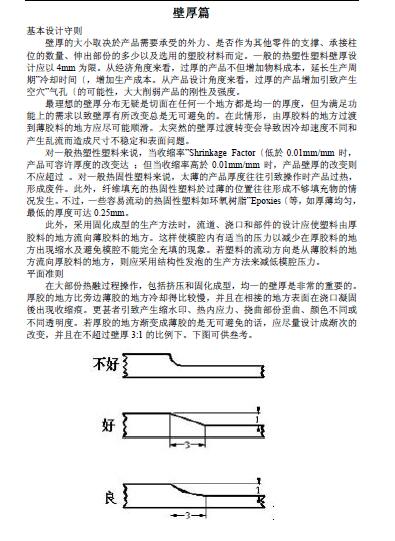
≤Μ”Π≥§ΙΐΓΘΕ‘“ΜΑψ»»ΙΧ–‘ΥήΝœά¥ΥΒΘ§ΧΪ±ΓΒΡ≤ζΤΖΚώΕ»ΆυΆυ“ΐ÷¬≤ΌΉς ±≤ζΤΖΙΐ»»Θ§
≤ΜΙΐ3.1mm (0.125 in)ΓΘ‘Ύ“Μ–©–η“ΣΫΪ±ΎΚώ‘ωΦ” Ι«ΩΕ»Φ”«Ω ±Θ§άΏΙ«ΚΆ“Μ–©≤Ι«ΩΫα
”κΦ”«ΩΫν≥Ώ¥γΒΡΙΊœΒΆΦa ΥΒΟς’βΗω“Σ«σΓΘΆΦ÷–Φ”«ΩΫν≥Ώ¥γΒΡ…ηΦΤΥδ»Μ“―Α¥ΚœάμΒΡ
ΝΫΧθΜρΕύΧθΑΪΒΡΦ”«ΩΫν±» Ι”ΟΒΞ“ΜΧθΗΏΒΡΦ”«ΩΫνΫœΈΣ”≈ ΛΘ§ΒΪΒ± Ι”ΟΕύΧθΦ”«ΩΫν
ΝΫ÷Π±ΏΕΛœύΫ”ΕχΗς”–“ΜΕΥΙΧΕ®‘ΎΡΘΨΏ…œΓΘ“ΜΑψά¥ΥΒΘ§ΒΎ“Μ÷÷ΖΫΖ®±Μ»œΈΣ «ΫœΚΟΒΡΘΜ
ΈΣΙΠΡήΜρΉΑ Έ”ΟΆΨΘ§»κΦΰΒΡ Ι”Ο”ΠΨΓΝΩΦθ…ΌΘ§“ρ Ι”Ο»κΦΰ–η“ΣΕνΆβΒΡΙΛ–ρ≈δΚœΘ§
ΝΥ50% Θ§Φ¥”…3 Φθ÷Ν1.5 ΓΘΕχΉνΦ―ΒΡ‘≤Ϋ« «ΈΣR/T ‘Ύ0.6 ÷°ΦδΓΘ
ΝΥάΏΙ«≥Ώ¥γΓΘ‘Ύ±ΎΚώλΕ3.2mm (1/8 in) “‘œ¬άΏΙ«ΚώΕ»≤Μ”Π≥§Ιΐ±ΎΚώΒΡ60%ΓΘ‘Ύ±ΎΚώ
–©Ω…≤…”ΟΫΞ±δ«–ΟφΘ§ΒΞ±ΏΚώΕ»Ω…ΫΞΦθ÷Ν‘≠ά¥ΒΡ“ΜΑκΓΘΤδ±δ–ΈΝΩΩ…±»ΚψΒ»«–ΟφΒΡΕύ
≤ζΤΖΚώΕ»”κΦ”«ΩΫν≥Ώ¥γΒΡΙΊœΒ
≤ζΤΖΩ…»ί–μΚώΕ»ΒΡΗΡ±δ¥οΘΜΒΪΒ± ’Υθ¬ ΗΏλΕ 0.01mm/mm ±Θ§≤ζΤΖ±ΎΚώΒΡΗΡ±δ‘ρ
≤ζΤΖΆβ±Ύ±Θ≥÷“ΜΕΈΨύάκΓΘ÷ß÷υΩ…‘ΕάκΆβ±ΎΕάΝΔΕχ¥ΠΜρ Ι”ΟΦ”«ΩΫνΝ§Ϋ”Άβ±ΎΘ§αα’Ώ
≤ζΤΖΫαΙΙ…ηΦΤΉΦ‘ρ
≤ζ…欓ΝςΕχ‘λ≥…≥Ώ¥γ≤ΜΈ»Ε®ΚΆ±μΟφΈ ΧβΓΘ
¥”ΉΑ≈δΒΡΫ«Ε»ά¥Ω¥Θ§¥©ΩΉΒΡ”Π”Ο‘ΕΫœΟΛΩΉΈΣΕύΘ§Εχ«“ΫœΟΛΩΉ»ί“Ή…ζ≤ζΓΘ¥”ΡΘ
“‘œ¬ «Φ”«ΩΫν±Μ÷ΟλΕΥήΫΚ≤ΩΦΰ±Ώ‘ΒΒΡΒΊΖΫΩ…“‘Αο÷ζΥήΝœΝς»κ±Ώ‘ΒΒΡΩ’ΦδΓΘ
“‘œ¬ «‘Ύ…ηΦΤΕ¥ΩΉ ±–κ“ΣΩΦ¬«ΒΡΦΗΗω“ρΥΊΓΘ
Ζί‘Ύ…ζ≤ζ≥…ΤΖΒΡ ±ΚρΆ§ ±≥…–ΆΘ§ΉΑ≈δ ±Έό–κ≈δΚœΤδΥϊ»γ¬ίΥΩΓΔΫιΉ”Β»ΫτΥχ≈δΦΰΘ§
Μα≤ζ…ζ≤ΩΦΰΆβΥθΥ°ΚΆΡΎ≤Ω’φΩ’ΓΘ÷ß÷υΒΡΈΜ÷Ο‘Ύ±Ώ±Ύ≈‘ ±Ω…άϊ”ΟάΏΙ«œύΝ§Θ§‘ρΡΎΩΉ
ΜαΒΦ÷¬≤ΩΦΰ”–»±œίΦΑ”ΠΝΠΦ·÷–Θ§ΦβΫ«ΒΡΈΜ÷Ο“ύ≥Θ‘ΎΒγΕΤΙΐ≥Χαα“ΐΤπ≤ΜœΘΆϊΒΡΈοΝœ
…λ≥ω≤ΩΖίΦ¥ ±Η¥ΈΜΘ§ΤδααΟφΒΡΑΦ≤έ“ύΦ¥ ±±ΜœύΫ”ΝψΦΰΒΡΆΙ‘Β≤ΩΖί«Ε»κΘ§¥ΥΒΙΩέΈΜ
ΒΪΤδ≤ΌΉς‘≠άμ¥σ÷¬œύΆ§ΘΚΒ±ΝΫΦΰΝψΦΰΩέ…œ ±Θ§Τδ÷–“ΜΦΰΝψΦΰΒΡΙ¥–Έ…λ≥ω≤ΩΖί±Μœύ
ΈΜΒΡ ΐΝΩΓΔ…λ≥ω≤ΩΖίΒΡΕύ…Ό“‘ΦΑ―Γ”ΟΒΡΥήΫΚ≤ΡΝœΕχΕ®ΓΘ“ΜΑψΒΡ»»Υή–‘ΥήΝœ±ΎΚώ…η
ΈΜ÷Ο≤Μ’ΐΓΔΥήΝœΑϋΚ§≤ΜΨυ‘»Β»œ÷œσ–Έ≥…ΜΒΤΖΓΘ’ΐ≥Θ«ι–Έœ¬»κΦΰ «‘ΎΥήΫΚ≥…ΤΖΤΫΟφ
ΈΜ÷Ο±Ί–κΦ”…œ‘≤Ϋ«“‘œϊ≥ΐ”ΠΝΠΦ·ΙΐΖί÷–ΒΡœ÷œσΘ§‘≤Ϋ«ΒΡ…ηΦΤ“ύΗχ”κΝςΒάΫΞ±δΒΡ–Έ
..............................
…œ“ΜΤΣΘΚΡ≥ΜΛΖτΤΖ≤ζΤΖΖΔ≤ΦΜαΘ®PDF 100“≥Θ©
œ¬“ΜΤΣΘΚ≤ζΤΖΨ≠άμΒΡΡ«–© ¬Θ®PDF 65“≥Θ©
ΙΚΈο”ιά÷÷––Ρ≤ζΤΖ…ηΦΤ(ppt 41“≥)
ΫΜΜΜΜζ”≤ΦΰΙ ’œΈ§ΜΛ ÷≤α(PDF 55“≥)
≤ζΤΖ”κΖΰΈώΒΡΩΣΖΔΦΑ…ηΦΤ(ppt 27“≥)
λνΕΜ≤ζΤΖ≈δΖΫ…ηΦΤΫΧ≤Ρ(PPT 64“≥)
ΨΪΤΖΉ ΝœΆχ m.cnshu.cn
Copyright © 2004- ‘ΝICP±Η10098620Κ≈-1
Ζγœ’Ιήάμ ”ΠΦ±‘ΛΑΗ ―–ΖΔΙήάμ ‘Υ”ΣΙήάμ ΡΎ≤ΩΙήάμ …Χ“ΒΡΘ Ϋ ÷¥––ΝΠ Ν§ΥχΨ≠”Σ ΙΪΥΨ÷Έάμ ΙΛ≥ßΙήάμ ¥¥–¬Ιήάμ Φ“ΉεΤσ“Β –߬ Ιήάμ ΟϊΤσΑΗάΐ Τσ“ΒάμΡν Φέ÷ΒΙήάμ ΧΊ–μΨ≠”Σ ΤΩΨ±Ιήάμ Βς≤ιΈ Ψμ ≤ΏΜ°ΖΫΑΗ ΝλΒΦΝΠ Ά≈Ε”Ϋ®…η Τσ“Β±δΗο Τσ“ΒΈΡΜ· ’Ϋ¬‘Ιήάμ ΨΚ’υ≤Ώ¬‘ Ιήάμ÷Σ Ε ΈΘΜζΙήάμ ≥…±ΨΙήάμ œνΡΩΙήάμ ΖΔ’Ι’Ϋ¬‘ ΡξΕ»ΦΤΜ° Ψω≤ΏΙήάμ Τσ“Β…œ – Ι©”Π…Χ Ήι÷·…ηΦΤ ≤ζΤΖΙήάμ ≤…ΙΚΙήάμ ΤΖ≈ΤΙήάμ Τσ“Β’οΕœ Τσ“ΒΉ…―· …ΧΈώΧΗ≈– ΈοΝςΙήάμ ‘ΥΉςΙήάμ Ιήάμ÷ΤΕ» ––“Β±®Ηφ Ψ≠”ΣΙήάμ ΤσΜ°ΖΫΑΗ MBA Νς≥ΧΙήάμ ΡΩ±ξΙήάμ ’–±ξΆΕ±ξ …ΧΈώάώ“« Ιήάμ±μΗώ ΙήάμΦΦΡή ΙήάμΑΗάΐ ΙήάμΙΛΨΏ Ιήάμ ÷≤α ÷Α“ΒΨ≠άμ»Υ …Χ“ΒΦΤΜ° ι Ε≠ ¬”κΙ…ΕΪ Ω…–––‘±®Ηφ
