棕化及层压工艺规范(DOC 38页)
所属分类:工艺技术
文件大小:339 KB
下载要求:10 学币或VIP
点击下载
1、目的:标准层压工序制程能力的管控。
2、范围:适用于层压工序制程能力的管控。
3、职责
3.1 层压工序工艺工程师按标准要求管控该工序制程能力;
3.2 技术中心负责该标准的编制与更新。
4.模块划分
5.1 产品能力:详见附件三?层压工序产品能力参数表
5.2 设备能力:详见附件二层压工序设备能力参数表
5.3 制程能力:详见附件四层压工序制程能力参数表
6、工序资源
6.1 设备资源:详见附件六层压工序设备列表
6.2 物料资源:详见附件五层压工序物料列表
7、根本原理
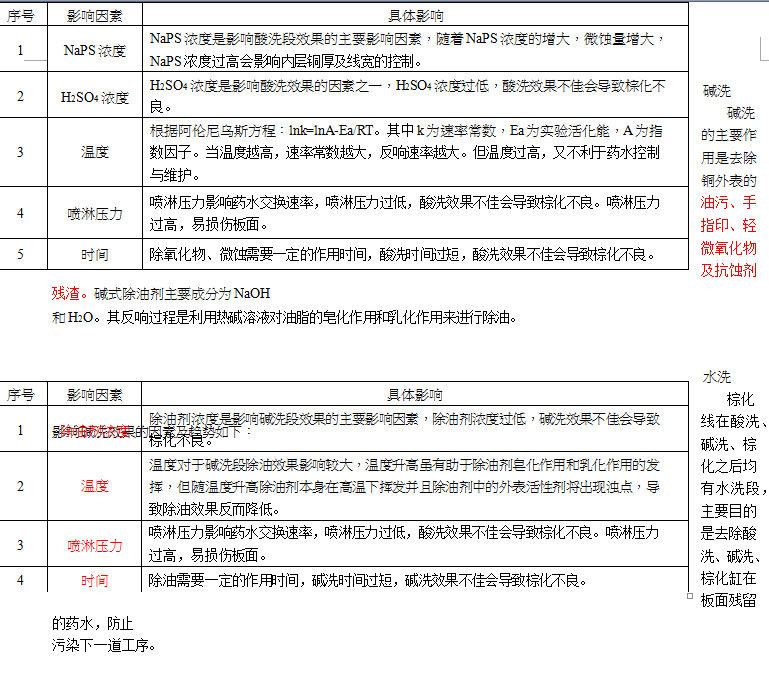
7.1 棕化
7.2 烘板
7.3 叠合〔含预叠〕
7.4压合
7.5 钻靶、铣边
8、工艺原则
8.1.参数设定原则
8.2生产控制原则
8.3特殊产品原则
8.4 前后工序关联
9、工艺维护
9.1 工艺工程师根据生产线特点制定工艺维护方案和工艺控制表,交付审批实施;
9.2 工序员工执行工艺维护方案和工艺控制表规定的维护工程,工艺工程师需监控各项维护内容得到切实的执行。
9.3 对于工序关键维护保养工
10、制程监控
11.1 影响工序产品实现的工艺问题,
11.2现场进行充分调查分析,确定合理可行对策措施并进行验证。
12偏差处理
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
