精益生产布局培训讲义(PPT 25页)
所属分类:精益生产
文件大小:2618 KB
下载要求:10 学币或VIP
点击下载
精益生产布局
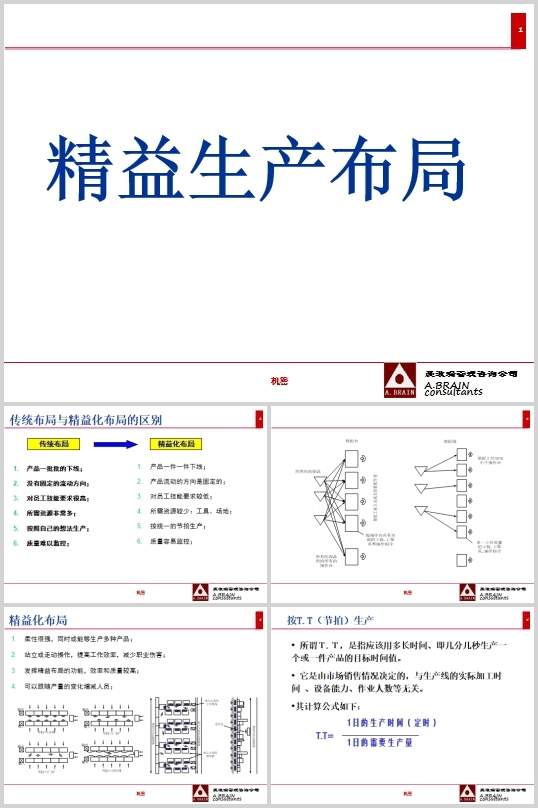
传统布局与精益化布局的区别
产品一件一件下线;
产品流动的方向是固定的;
对员工技能要求较低;
所需资源较少:工具、场地;
按统一的节拍生产;
质量容易监控;
精益化布局
柔性很强,同时或能够生产多种产品;
站立或走动操作,提高工作效率,减少职业伤害;
发挥精益布局的功能,效率和质量较高;
可以跟随产量的变化增减人员;
案例
某泵类生产线,月产量90000件。每月20天工作制,
每天两班,每班次8小时工作,每天休息时间共30分钟。求T.T
精益化布局的作用
暴露问题
装配线的问题基本是由于前序各种问题的积累:品质、缺件等;
机加的问题是因为设备、品质、人员、来料等造成;
通过节拍拉动,来暴露存在的问题;
稳定装配流程,拉动前序生产
装配线的效果体现,给大家信心;
稳定的装配流程,减少“牛鞭”效应;
实现装配线的必要条件
物品传输一个流
按节拍进行生产
员工多技能化
走动作业
布局U型化
物料配送专门化
物品传输实现一个流
一人多序
站立式操作
多能工培养
消除例外作业,实现作业标准化
人与设备的动作分离
U型布局
货店
整体构想
解决这些问题的基本思路
整体改造设想
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
