焊接基础知识培训教材(PPT 47页)
所属分类:技术规范标准
文件大小:3419 KB
下载要求:10 学币或VIP
点击下载
第一章焊接基础知识
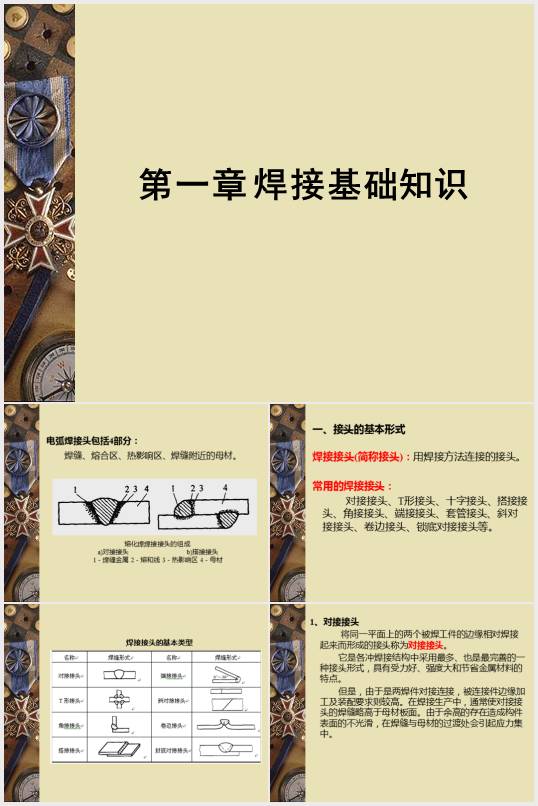
电弧焊接头包括4部分:
焊缝、熔合区、热影响区、焊缝附近的母材。
一、接头的基本形式
焊接接头(简称接头):用焊接方法连接的接头。
常用的焊接接头:
对接接头、T形接头、十字接头、搭接接头、角接接头、
端接接头、套管接头、斜对接接头、卷边接头、锁底对接接头等。
1、对接接头
将同一平面上的两个被焊工件的边缘相对焊接起来而形成的接头称为对接接头。
它是各冲焊接结构中采用最多、也是最完善的一种接头形式,
具有受力好、强度大和节省金属材料的特点。
但是,由于是两焊件对接连接,被连接件边缘加工及装配要求则较高。
在焊接生产中,通常使对接接头的焊缝略高于母材板面。
由于余高的存在造成构件表面的不光滑,在焊缝与母材的过渡处会引起应力集中。
2、T形接头
将相互垂直的被连接件用角焊缝连接起来的接头称为T形(十字)接头。
T形(十字)接头能承受各种方向的力和力矩。T形接头是各种箱型结构中最常见的接头形式,
在压力容器制造中,插入式管子与筒体的连接、人孔加强圈与筒体的连接等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作用下力线扭曲很大,
造成应力分布极不均匀、且比较复杂,在角焊缝根部和趾部都有很大的应力集中。
保证焊透是降低T形接头应力集中的重要措施之一。
3、搭接接头
两块板料相叠,而在端部或侧面进行角焊,或加上塞焊缝、槽焊缝连接的接头称为搭接接头。
由于搭接接头中两钢板中心线不一致,受力时产生附加弯矩,会影响焊缝强度,
因此,一般锅炉、压力容器的主要受压元件的焊缝都不用搭接形式。
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
