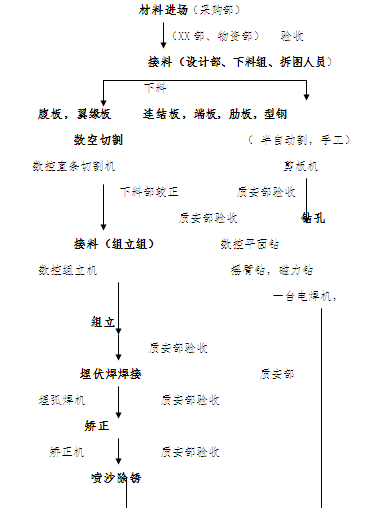
钢结构生产车间流程图(DOC 50页)
所属分类:现场管理
文件大小:5853 KB
下载要求:10 学币或VIP
点击下载
一、材料要求
一台电焊机,
二、主要机器设备
二次放线检查合格后进行组装附件。
二次组装应以端部加工面为统一定位基准,按此基准进行二次放线。
二次组装:
二次装配前各零部件经检验合格,符合要求后方可装配。
二次装配检验合格后交付焊接。
产品标识
从事本工程的涂装人员,必须具有从事同类涂装工程半年以上工作经验并取得涂装上岗证。
任意两对角线之差 Hn/2000且不大于5.0
允 许 偏 差(mm)
切割50 mm后应确认板宽及直角度。
切割中割咀的芯距工件表面高度不宜超过10mm。
切割余量:自动气割割缝宽度为3mm,手工气割割缝宽度为4mm。
切割后断口上不得有裂纹,并应清除边缘上的熔瘤和飞溅。
切割后钢板不得有分层。发现分层要作出标识,并向技术部门报告处理。
切割时对于板材采用火焰切割,对于H型钢等可采用卧式双柱双缸龙门带锯床或H型钢切割机切割下料。
切割时应注意以下几个要点:
切割时必须预留焊接及切割收缩余量。
切割质量标准
切割面平面度 0.05t且不大于2.0
制孔的允许偏差
割 纹 深 度 0.3
割咀
割咀喷出的火焰应符合下列要求:
加劲板或隔板倾斜偏差 2.0
加工样板的角度 + 20'
加工边直线度 L/3000,且不应大于2.0
加工面垂直度 0.025t,且不应大于0.5
加工面表面粗糙度
加设封板是为了保证箱形结构端部的稳定性。
十字柱焊接
十字柱焊接方法同“H形钢焊接”。
十字柱焊接顺序:
十字柱组装:
..............................
年产33万吨高纯阴极铜电解车间的设计论文(PDF 113页)
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
