焊接质量培训讲义(PPT 50页)
所属分类:品质培训
文件大小:5270 KB
下载要求:10 学币或VIP
点击下载
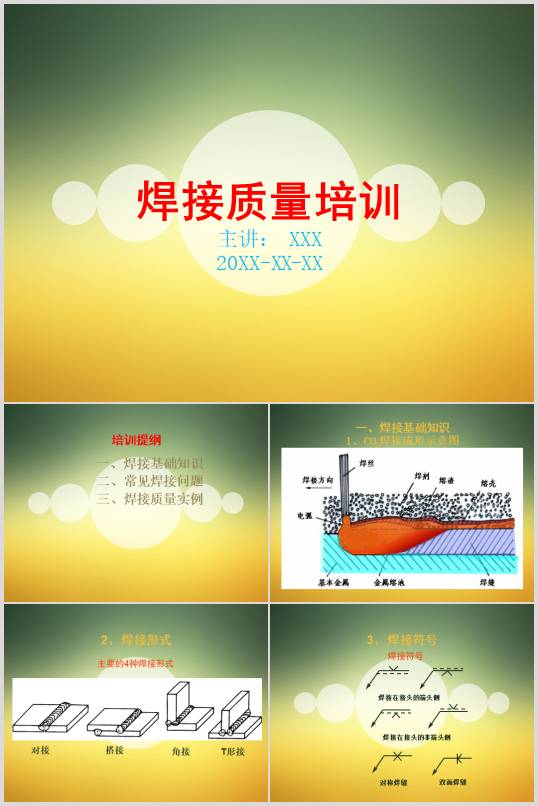
一、焊接基础知识
二、常见焊接问题
三、焊接质量实例
1、CO2焊接成形示意图
2、焊接形式
主要的4种焊接形式
3、焊接符号
焊接符号
4、影响因素
影响因素
电流
电压
气体流量
焊接方法
焊枪角度
焊接速度
4.1电流
焊接电流越大,送丝速度越快
随着电流增大,熔深和熔敷速度显著增加,熔宽略有增加
电流过大:
容易烧穿和产生裂纹
焊件变形大
飞溅多
电流过小:
易产生未焊透、未熔合和夹渣等缺陷
焊缝成形不良
4.2电压
4.3气体流量
碳钢焊接表面色泽与气体保护效果
最好:表面灰白有光亮
良好:灰色
最坏:灰黑色
4.4气体流量
气体流量过大或过小都会影响保护效果
在其他条件不变的情况,气孔数量随流量增大而减小
环境风速
环境风速过大会直接影响气体保护效果
在其他条件不变的情况下,气孔随风速增大而增多
4.5焊接方法
4.6焊接角度
焊枪倾角<10°:
无论前倾还是后倾,对焊接过程和焊缝成形无明显影响
焊枪倾角过大(如前倾角>25°):
熔宽增加、熔深减小、飞溅增加
4.7焊接速度
速度过快:
焊道变窄,熔深和余高变小
易产生咬边、下陷、未熔合
影响保护效果而产生气孔
速度过慢:
降低生产率
焊接变形增大
熔深减小
易产生焊道不匀、未熔合、未焊透
4.8焊丝干伸长
4.9焊丝直径
焊丝直径越大,允许使用的焊接电流越大
焊接电流相同时:
焊丝直径减小而熔深增加
焊丝直径越小而熔敷速度越高
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
