SPC控制图的绘制方法及判断方法概述(PPT 77页)
所属分类:spc统计
文件大小:1010 KB
下载要求:10 学币或VIP
点击下载
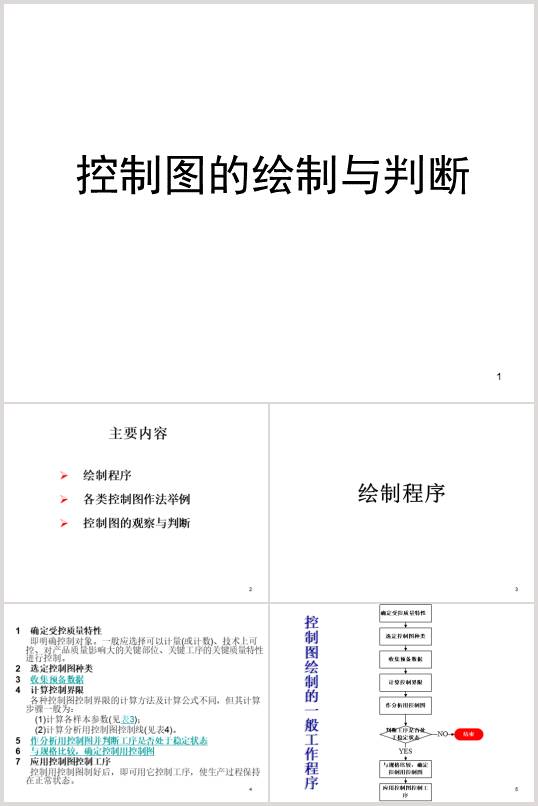
绘制程序
各类控制图作法举例
控制图的观察与判断
控制图的绘制与判断
主要内容
2控制图
4x-Rs控制图(单值—移动极差控制图)
5p控制图(不合格品率控制图)
作分析用控制图
6pn控制图(不合格品数控制图)
7u控制图和c控制图(单位缺陷数、缺陷数控制图)
(1)链:点子连续出现在中心线一侧的现象称为链(图11)。
(2)复合链:点子较多地出现在中心线一侧的现象称为复合链h
当连续11个点中至少有10点在中心线一侧;
连续14个点中至少有12个点在中心线一侧;
连续17个点中至少有14点在中心线一侧;
连续20个点中至少有16点在中心线一侧,都说明工序处于异常状态。
上述情况发生的概率均小于小概率事件标准0.01。如11点复合链的概率为
(3)倾向:点子连续上升或连续下降的现象称为倾向(图13)。
当出现7点连续上升或7点连续下降时,应判断工序处于异常状态。
若将7点按其高低位置进行排列,
排列种类共有7!种,而连续上升仅为其中一种,其发生的概率为
(4)接近控制线:
①接近中心线(图14a):
在中心线与控制线间划等分线,
若点子大部分在靠近中心线一侧,则判断工序状态发生异常。
点子落在靠近上、下控制线的概率为
(5)周期性变动:
点子的变动每隔一定的时间间隔出现明显重复的现象称为点子的周期性变动(图15)。
点的周期性变动有种种形式,较难把握,一般需较长时间才能看出。对待这种情况,
必须在通过专业技术弄清原因的基础上,慎重判断是否出现异常
控制图的两类错误分析及应用要点
控制图的两类错误分析
(2)选择适当的样本容量n和时间间隔h
3、产品检验与SPC
4、SPC的特点
5、SPC的作用
6、正态分布的特点
7、过程能力
8、过程能力指数
9、过程能力与过程能力指数的区别
10、过程能力指数的计算
11、过程能力的评价与处置
12、过程能力调查
13、控制图的构造
14、控制图的分类
15、控制界限的确定原理—3σ原理
16、绘制控制图的一般程序
17、控制图的观察与判断
18、点子的排列缺陷
19、控制图的两类错误分析
20、控制图的应用要点
21、SPC的新发展
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
