SMT回流焊工艺控制培训教材(PPT 32页)
所属分类:smt表面组装技术
文件大小:4234 KB
下载要求:10 学币或VIP
点击下载
精品资料网 >> 行业分类 >> PCB SMT PLD资料 >> smt表面组装技术 >> 资料信息
SMT回流焊工艺控制
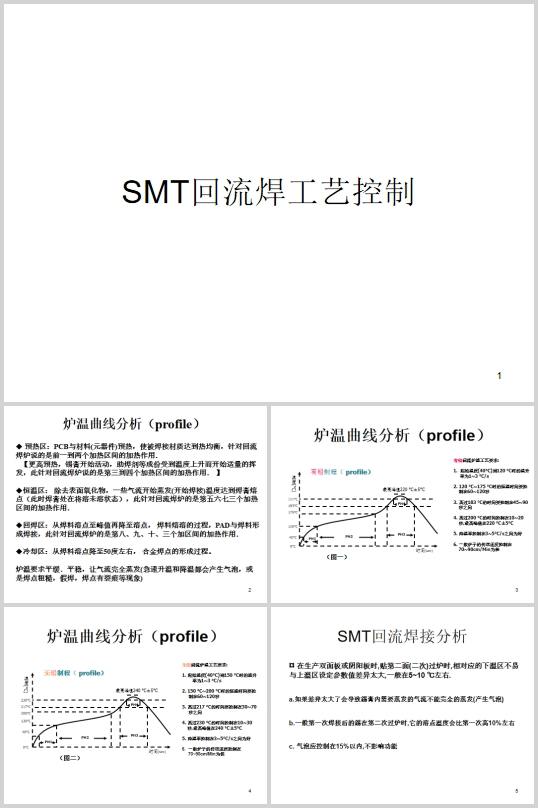
炉温曲线分析(profile)
SMT回流焊接分析
¤在生产双面板或阴阳板时,贴第二面(二次)过炉时,相对应的下溫区不易
与上溫区设定參數值差异太大,一般在5~10℃左右.
a.如果差异太大了会导致錫膏內需要蒸发的气流不能完全的蒸发(产生气泡)
b.一般第一次焊接后的錫在第二次过炉时,它的溶点溫度会比第一次高10%左右
c.气泡应控制在15%以内,不影响功能
BGA虛焊形成和处理
一般PCB上BGA位都会有凹(弯曲)現象,BGA在焊接时优先焊接的
是BGA的四边,等四边焊完后才会焊接中間部位的錫球,这时可能因炉
溫的差异沒能使锡膏和BGA焊球完全的熔溶焊接上,这样就產生了虛
焊.或是冷焊现象,用熱吹風机加熱达到焊接溫度时,可能再次重焊完成.
处理这种現象可加長回焊的焊接时間(183℃或是217℃的时間).
特殊性的制程控制
一般在有铅锡膏和无铅无件混合制程时,回流焊炉的温区
设定值(实测值)要比全有铅制程的高5~10℃,比全无铅制程的低5~10
℃.混合制程的最高炉温峰值控制在230~238℃为佳.
手机主板制造工艺控制
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
