工业管道工程施工及验收规范金属管道篇(DOC 30页)
所属分类:工程设计
文件大小:914 KB
下载要求:10 学币或VIP
点击下载
第一节一般规定
第一节管子切割
表2.3.5尺寸允许偏差
表2.7.2弹簧压缩量允许偏差
表3.2.10-2管子弯曲部分波浪度H的允许值单位:毫米
表3.2.5常用管子热弯温度及热处理条件
表4.2.6坡口及其内外侧的清理要求
表4.3.2常用管子、管件焊前预热及焊后热处理要求
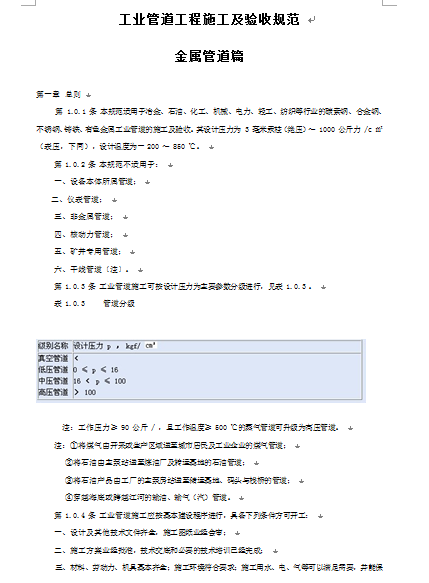
表4.4.1管道分类
表4.4.6管道焊缝射线探伤数量
表5.2.7软垫片允许偏差单位:毫米
表5.4.3法兰平行度、同轴度允许偏差
表5.5.3铸铁管对口轴向间隙单位:毫米
一、不锈钢、合金钢螺栓和螺母;
四、中、低压管弯曲角度α的偏差值
图3.11.2预制管段偏差
图3.2.10-2弯曲部分波浪度
图3.2.11褶皱弯管
图3.2.9纵向焊缝布置区域
图3.7.6异径管偏差
图4.2.4-1轧制焊件坡口型式
图4.2.4-2锻铸焊件坡口型式
图4.4.9硬度测定点
注:1.剧毒介质的管道按Ⅰ类管道;
注:工作压力≥90公斤/,且工作温度≥500℃的蒸气管道可升级为高压管道。
第2.2.11条高压钢管外表面按下列方法探伤:
第3.2.9条弯制有缝管时,其纵焊缝应置于图3.2.9的阴影区域内。
第七节中、低压管件加工
第七节支、吊架弹簧检验
第三章 管道加工
第三节卷管加工
第三节铸铁管检验
第三节预热和热处理
第三节高压管道安装
第九节防腐蚀衬里管道预制
第二章 管子、管道附件及阀门的检验
第二节中、低压管道安装
第二节坡口加工及接头组对
第二节弯管制作
第二节钢管检验
第五章 管道安装
第五节铸铁管安装
第五节阀门检验
第五节高压管螺纹及密封面加工
第八节补偿器加工
第六节夹套管加工
第六节有色金属管道安装
第六节管道附件检验
第十一节管道预制
第十节管道支、吊架制作
第四章 管道焊接
第四节与传动设备连接的管道安装
第四节有色金属管检验
第四节焊接检验
第四节管口翻边
表2.5.4阀门强度试验成功
表3.2.1弯管最小弯曲半径
表3.2.11褶皱弯管参数单位:毫米
表3.2.7常用钢管冷弯后热处理条件
表3.3.4周长偏差及椭圆度规定单位:毫米
图3.2.10-1弯曲角度及管端轴线偏差
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
