数控机床的PMC控制培训教材(PPT 39页)
所属分类:数控加工
文件大小:2007 KB
下载要求:10 学币或VIP
点击下载
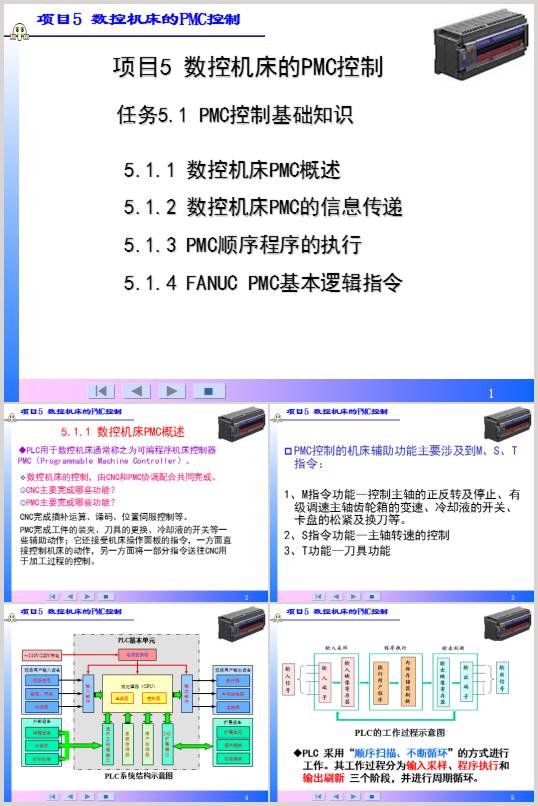
PMC控制的机床辅助功能主要涉及到M、S、T指令:
1、M指令功能―控制主轴的正反转及停止、
有级调速主轴齿轮箱的变速、冷却液的开关、卡盘的松紧及换刀等。
2、S指令功能―主轴转速的控制
3、T功能―刀具功能
用于数控机床的PLC一般分为两类:内装型PLC和独立型PLC。
具有内装型PLC的CNC系统
独立型PLC的CNC系统
1、MT至PLC
机床侧传递给PLC的信息主要是机床操作面板上各种开关、
按钮等信息,包括机床启动与停止、工作方式选择、倍率选择、
主轴的正反转和停止、切削液的开与关、卡盘的与松开、
各坐标轴的点动控制、换刀指令、超行程限位、
主轴伺服保护监控信号、进给系统运行准备信号等开关量信号。
这些信号所占用PLC的输入单元地址均可由机床生产厂家的PLC程序设计者自行定义。
2、PLC至MT
PLC至机床的信号是控制机床的执行元件,如电磁阀、继电器、
接触器以及确保机床各运动部件状态的信号和故障指示等。
这些信号所占用PLC的输出单元地址均可由机床生产厂家的PLC程序设计者自行定义。
..............................
精品资料网 m.cnshu.cn
Copyright © 2004- 粤ICP备10098620号-1
